دانلود تحقیق با موضوع دايكاست (ريخته گري تحت فشار)،
در قالب word و در 56 صفحه، قابل ویرایش، شامل:
مقدمه
مزايا و محدوديتهاي ريختهگري دايكاست
انواع ماشينهاي دايكاست
وسايل و متعلقات جانبي دستگاههاي دايكاست
پليسهگيري در داخل قالب
سيستم روغنكاري اتوماتيك قالب
سيستمهاي ايمني تخليه قطعه
قالبهاي دايكاست
و …
بخشی از متن تحقیق:
مقدمه:
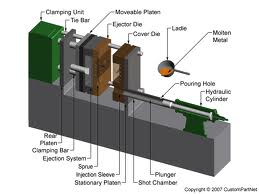
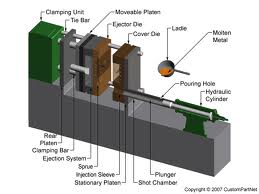
دايكاست
يا ريختهگري تحت فشار، عبارتست از روش توليد قطعه از طريق تزريق فلز مذاب و
تحت فشار به درون قالب. روش دايكاست از اين نظر كه در آن فلز مذاب به درون
حفرهاي بشكل قطعه مورد نظر رفته و پس از سرد شدن، قطعه مورد نظر بدست ميآيد، بسيار شبيه به ريختهگري ريژه است. تنها اختلاف بين اين دو روش نحوه پر
كردن حفره قالب است. در قالب ريژه فلز مذاب تحت نيروي وزن خود سيلان پيدا
ميكند و به درون قالب ميرود، حال آن كه در روش دايكاست فلز مذاب تحت فشار و
سرعت بيشتري به درون قالب میرود. به همين دليل …
دانلود فایل”تحقیق دايكاست (ريخته گري تحت فشار)”